
 拋棄式手套製作流程詳解
拋棄式手套製作流程詳解
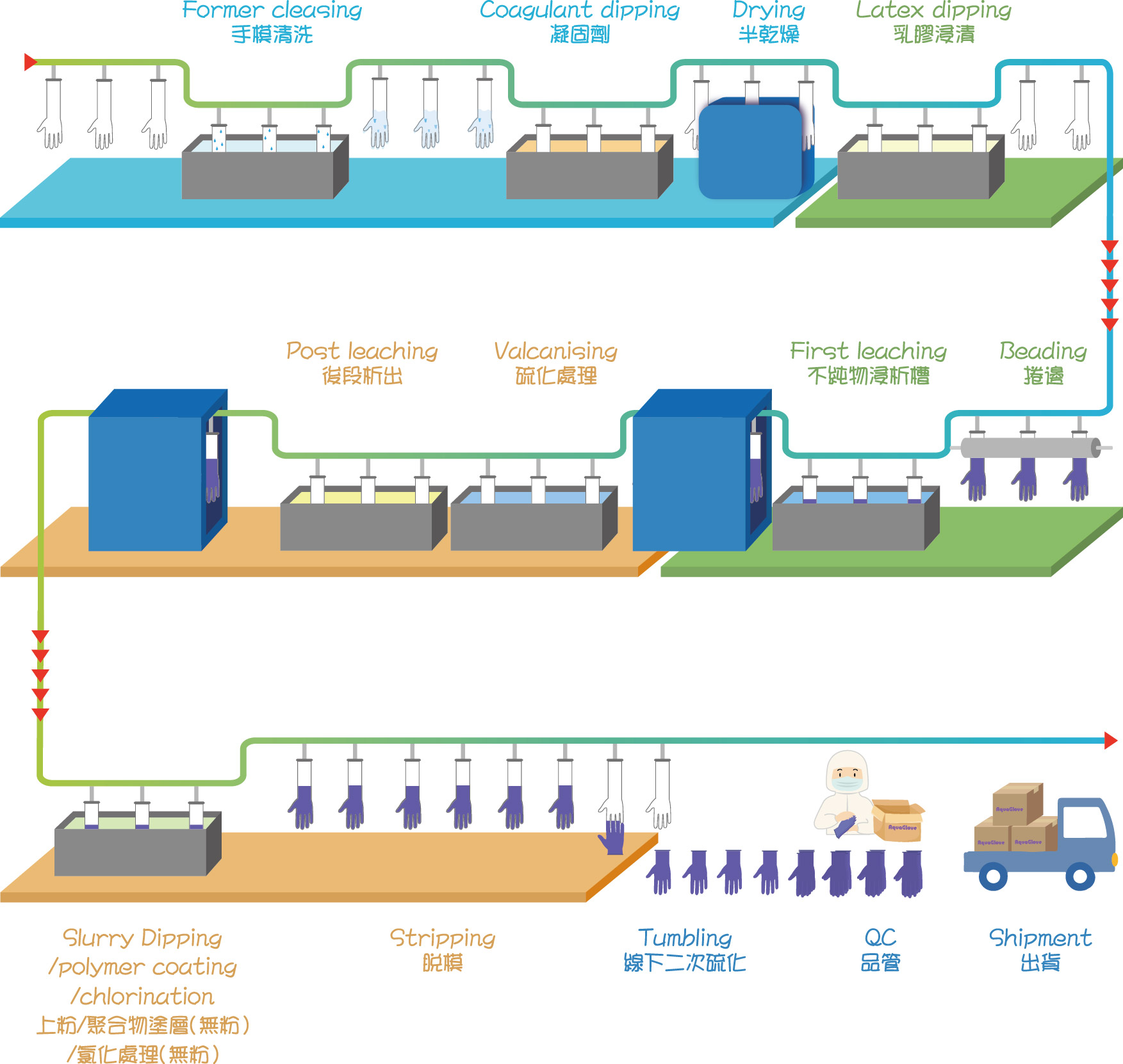
拋棄式手套(如天然乳膠、NBR、PVC)主要採用 "" 高度自動化的浸漬成型工藝(Dip Molding Process)"" 生產。整體流程由連續式生產線完成,從手模進線、成型、硫化、後處理到最終檢驗,全程高度標準化,可在約 30 分鐘內完成一副手套的製作,單條產線每分鐘最高產能可達 300–360 支。

1. 手模清洗與前處理(Cleaning & Pre-treatment)
 陶瓷或金屬手模在進入製程前,需經過多段清洗與表面處理,包括:
陶瓷或金屬手模在進入製程前,需經過多段清洗與表面處理,包括:
-
高溫熱水沖洗
-
化學清潔劑去除殘留膠膜與雜質
-
烘乾與表面活化處理
此步驟可確保手模表面潔淨、粗糙度一致,避免成品出現氣泡、針孔或厚薄不均等缺陷。
2. 凝固劑浸漬(Coagulant Dipping)
清洗完成的手模會浸入凝固劑溶液(常見為硝酸鈣或碳酸鈣),形成一層薄膜,其功能包括:
-
促使乳膠或合成膠乳快速凝結
-
提高手套膜層均勻度
-
穩定後續成型厚度
凝固劑的濃度、溫度與浸漬時間,皆會直接影響手套的最終觸感與拉伸性能。
3. 膠乳浸漬成型(Latex / Polymer Dipping)
手模隨後進入原料槽,浸入液態膠乳中:
-
天然乳膠手套:使用新鮮採集之天然橡膠乳液(多產自東南亞)
-
丁腈 / PVC 手套:使用合成膠乳配方
手套厚度可透過以下方式精準控制:
-
浸漬時間
-
浸漬次數
-
膠乳黏度與溫度
部分手套會於此階段進行二次浸漬,以提升耐用度與防護性。
4. 凝固、預烘與硫化(Coagulation & Vulcanization)
膠乳在手模表面完成初步凝固後,會進入高溫烘道進行硫化處理:
-
硫化可使橡膠分子形成交聯結構
-
提高手套的彈性、強度與耐化學性
-
穩定手套在使用時的尺寸與回彈表現
硫化溫度與時間是影響手套品質的關鍵技術參數之一。
5. 浸出與清洗(Leaching & Washing)
硫化後的手套需進行多段熱水浸出處理,以:
-
去除水溶性蛋白質(尤其是乳膠手套)
-
降低殘留化學物質
-
改善氣味與皮膚相容性
此步驟對降低過敏風險與提升醫療等級手套品質至關重要。
6. 表面處理(Powdering / Polymer Coating)
依產品規格不同,手套會進行以下處理之一:
-
無粉手套:塗佈聚合物塗層(Polymer Coating),提升穿戴順滑度
-
有粉手套:施加醫療級玉米粉,減少黏附
此步驟會直接影響手套的「好不好戴」。
7. 脫模、反轉與成型(Stripping & Turning)
完成表面處理後,手套會自動或半自動脫離手模,並同步完成:
-
翻面
-
定型
-
收集
現代產線多採用機械式或氣壓式脫模,以減少人為接觸風險。
8. 品質檢驗與包裝(Inspection & Packaging)
成品手套須通過多項品質檢測,包括:
-
針孔測試(Water Leak / Air Inflation Test)
-
拉伸強度與延伸率
-
尺寸與厚度一致性
-
外觀與清潔度檢查
合格產品方可進入自動計數、包裝與最終出貨流程。
每一副拋棄式手套的誕生,並非偶然。
我們採用高度自動化的浸漬成型工藝,將製程標準化、數據化,確保每一次生產都維持一致品質。
從手模的徹底清洗、精準的凝固劑浸漬,到膠乳成型與高溫硫化,每一道流程都經過反覆測試與優化,只為讓手套在彈性、貼合度與耐用度之間取得最佳平衡。
成型後的手套,仍需經過多重清洗與品質檢驗,降低殘留物與使用風險。這些看不見的步驟,正是我們對「安心使用」的承諾。
對我們而言,製作手套不只是生產,更是一份對使用者雙手的責任。
 探索我們的手套系列
探索我們的手套系列
從日常防護到專業應用,了解我們如何把對品質的堅持,實際落實在每一款產品中。